
Prezantimi i pesë metodave të saldimit të plastikës me lazer
Vitet e fundit, me përmirësimin e vazhdueshëm të teknologjisë, saldimi me lazer i plastikës do të tregojë gradualisht një tendencë në rritje në të ardhmen.Në vitet e fundit, disa teknologji lazer nuk kanë depërtuar dhe çmimi i lazerit është relativisht i lartë.Krahasuar me saldimin tradicional, investimi një herë është i madh, i cili mund të mos sjellë shpejt përfitime.Por tani është theksuar avantazhi ekonomik i lazerit.Saldimi me lazer i plastikës mund të zvogëlojë vështirësinë e projektuesve për të dizajnuar produkte.
Aktualisht, shumë produkte (përfshirë industrinë e gjysmëpërçuesve të automobilave, industrinë farmaceutike dhe ushqimore, etj.) kanë kërkesa shumë të larta për saktësinë e përpunimit dhe pamjen estetike, gjë që e bën saldimin me lazer të bëhet një proces i domosdoshëm për prodhimin e këtyre produkteve dhe nxit zhvillimin e mëtejshëm të teknologjia e saldimit me lazer.
Sa më afër të jenë përputhshmëria, temperatura e shkrirjes dhe përputhja e saldimit me lazer plastik, aq më i mirë do të jetë efekti i tij.Mënyra e aplikimit të saldimit me lazer plastik është i ndryshëm nga ai i saldimit të metaleve, duke përfshirë saldimin rrethues vijues, saldimin pothuajse sinkron, saldimin sinkron dhe saldimin me maskë rrezatimi.Olay Optoelectronics do të prezantojë shkurtimisht këto mënyra saldimi.
1. Saldimi i profilit
Lazeri lëviz përgjatë vijës konturore të shtresës së saldimit të plastikës dhe e shkrin atë për të lidhur gradualisht shtresat plastike së bashku;Ose lëvizni sanduiçin përgjatë rrezes fikse të lazerit për të arritur qëllimin e saldimit.
Në aplikimet praktike, saldimi me kontur ka kërkesa të larta për cilësinë e pjesëve të derdhura me injeksion, veçanërisht për aplikimin e linjave komplekse të saldimit, siç janë ndarësit vaj-gaz.Në procesin e saldimit me lazer plastik, saldimi me kontur mund të arrijë një depërtim të caktuar të linjës së saldimit, por ky depërtim është i vogël dhe i pakontrollueshëm, gjë që kërkon që deformimi i pjesëve të derdhjes me injeksion të mos jetë shumë i madh.
2. Saldim sinkron

Rrezja lazer nga lazerët e shumëfishtë diodë formohet nga elementë optikë.Rrezja e lazerit drejtohet përgjatë vijës konturore të shtresës së saldimit dhe gjeneron nxehtësi në shtresën e saldimit, në mënyrë që e gjithë linja e konturit të shkrihet dhe të lidhet së bashku në të njëjtën kohë.
Saldimi sinkron përdoret kryesisht në llambat e automobilave dhe industrinë mjekësore.Saldimi sinkron është një rreze me shumë rreze, forma optike tregon pikën e dritës së pistës së saldimit, e cila karakterizohet nga reduktimi i stresit të brendshëm.Për shkak se kërkesat janë relativisht të larta dhe çmimi i përgjithshëm është relativisht i lartë, ai përdoret gjerësisht në trajtimin mjekësor.
3. Saldimi me skanim
Diagrami i saldimit me skanim me lazer
Saldimi me skanim quhet edhe saldim kuazi sinkron.Teknologjia e saldimit me skanim kombinon dy teknologjitë e mësipërme të saldimit, përkatësisht saldimin rrethues vijues dhe saldimin sinkron.Reflektori përdoret për të gjeneruar një rreze lazer me shpejtësi të lartë me një shpejtësi prej 10 m/s, e cila lëviz përgjatë pjesës që do të saldohet, duke bërë që e gjithë pjesa e saldimit gradualisht të nxehet dhe të shkrihet së bashku.
Saldimi kuazi sinkron është më i përdoruri.Në industrinë e pjesëve të automjeteve, ai përdor galvanometrin me frekuencë të lartë XY brenda.Thelbi i tij është të kontrollojë kolapsin e saldimit plastik të dy materialeve.Saldimi me kontur do të prodhojë stres të madh të brendshëm, i cili do të ndikojë në vulosjen e objekteve.Kuazi sinkronizimi është një mënyrë skanimi me shpejtësi të lartë dhe me kontrollin aktual, mund të eliminojë në mënyrë efektive stresin e brendshëm.
4. Saldimi me rrotullim

Ilustrim i saldimit me rrotullim me lazer
Saldimi me rrotullim është një proces inovativ i saldimit të plastikës me lazer, i cili ka shumë forma të ndryshme.Ekzistojnë dy lloje kryesore të saldimit me rrotullim:
E para është saldimi me top Globo.Ekziston një top qelqi me jastëk ajri në fund të lenteve lazer, i cili mund të fokusojë lazerin dhe të shtrëngojë pjesët plastike.Në procesin e saldimit, lentet Globo drejtohen nga platforma e lëvizjes për të përfunduar saldimin duke u rrotulluar përgjatë vijës së saldimit.I gjithë procesi është po aq i thjeshtë sa të shkruash me stilolaps.Procesi i saldimit Globo nuk kërkon një pajisje komplekse të sipërme, por vetëm një produkt mbështetës të mykut të poshtëm.Procesi i saldimit me top Globo ka gjithashtu një variant të procesit të saldimit me rul.Dallimi është se topi i qelqit në fund të thjerrëzës shndërrohet në një fuçi qelqi cilindrike për të marrë një segment lazer më të gjerë.Saldimi me rul është i përshtatshëm për saldim më të gjerë.
E dyta është procesi i saldimit TwinWeld.Ky proces i saldimit me lazer plastik shton një rul metalik në fund të thjerrëzës.Gjatë procesit të saldimit, rul shtyp skajin e linjës së saldimit për saldim.Avantazhi i këtij procesi të saldimit me lazer plastik është se rrota e shtypjes së metalit nuk do të vishet, gjë që është e favorshme për prodhim në shkallë të gjerë.Sidoqoftë, presioni i rrotullës së presionit vepron në skajin e linjës së saldimit, e cila është e lehtë për të gjeneruar çift rrotullues dhe për të formuar defekte të ndryshme saldimi.Në të njëjtën kohë, për shkak se struktura e lenteve është relativisht komplekse, është e vështirë për programimin e saldimit.
5. Saldimi me maskë rrezatimi
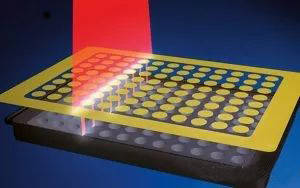
Diagrami i saldimit të maskës së rrezatimit me lazer
Rrezja e lazerit pozicionohet përmes shabllonit për të shkrirë dhe lidhur plastikën.Shablloni ekspozon vetëm një pjesë të vogël të saktë saldimi në shtresën plastike më poshtë.Rrezja e lazerit ngroh vetëm pjesën e produktit që nuk mbulohet nga maska.Kjo teknologji mund të përdoret për të arritur saldim me precizion të lartë deri në 10 mikron.
Komponentët mikrofluidikë mund të saldohen në mënyrë të saktë dhe të qëndrueshme sipas parimit të saldimit të maskës.Gjeometria e kanalit do të mbetet e njëjtë, duke shmangur rrjedhjen e shkrirjes në një kanal të ngushtë prej vetëm 200 µm.
Koha e postimit: Tetor-21-2022